

Распределение электрического поля в кабельных муфтах холодной усадки
Котов Р.В., технический специалист, Россия
Технология холодной усадки наиболее активно она используется в странах Западной Европы и Америки, где широко применяются силовые кабели с изоляцией из полимерных материалов, таких как сшитый полиэтилен, поливинилхлорид, полиэтилен и резина. Для этих материалов и была, в первую очередь, предназначена холодная усадка. В настоящее время в разных странах мира установлено несколько десятков миллионов муфт холодной усадки.
Отличие и сходство технологий холодной усадки и термоусадки
В обоих типах муфт для достижения усадки используются материалы сетчатой кристаллической структуры, которая позволяет им растягиваться и сжиматься, возвращаясь к первоначальной форме. В технологии холодной усадки — это EPDM-резина или силикон, а в технологии термоусадки — термопластичные полимеры EVA.
В процессе изготовления трубку из термоусаживаемого материала нагревают до температуры плавления кристаллической структуры. Затем ее растягивают, охлаждают, и она остается в растянутом состоянии, в котором и поставляется потребителям.
Для создания уплотнения вокруг кабеля термоусаживаемую трубку нужно снова нагреть. Повторный нагрев муфты опять приводит к плавлению кристаллической структуры, и материал возвращается в исходное состояние.
При производстве муфт и трубок холодной усадки материал растягивают механическим способом и насаживают его на удаляемый пластиковый корд, который держит муфту в растянутом состоянии до усадки на кабель.
Главный принцип любой усадки — придание материалу «памяти формы», благодаря которой он стремится вернуться в свое первоначальное состояние при определенных внешних воздействиях. В термоусадке таким воздействием является нагрев муфты, а в холодной усадке — удаление корда-каркаса, на который насажена растянутая муфта.
Как при холодной, так и при термоусадке сетчатая структура материала муфты образует связи, которые действуют между молекулами наподобие пружин: при растяжении муфты эти связи пытаются вернуть ее к первоначальной форме (рис.1). Чем более структурированы (сшиты) материалы, тем сильнее они стремятся возвратиться к своей первоначальной форме.
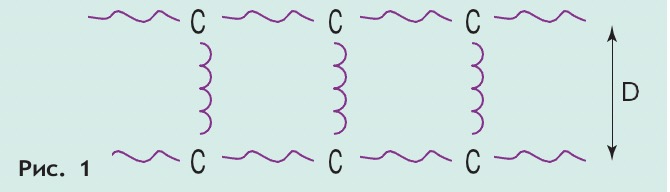
Действия поперечных связей можно представить, как работу пружин. Все межмолекулярные и межатомные связи натянуты.
Несмотря на один и тот же механизм «памяти формы» двух технологий, принципы монтажа в них существенно отличаются.
Для монтажа термоусаживаемой муфты требуется газовая горелка, фен или паяльная лампа. Качество изоляции здесь в значительной степени зависит от мастерства монтажника и равномерности прогрева материала со всех сторон. Только при равномерном нагреве достигается одинаковая толщина стенок изоляции.
Монтаж холодноусаживаемой муфты производится вручную, без каких-либо инструментов и нагревателей. Корд удаляется, и муфта плотно усаживается на кабель. Толщина стенок трубки после усадки не зависит от мастерства монтажника.
Другое отличие кроется в том, что муфта холодной усадки на протяжении всего срока службы создает постоянное радиальное прижимное давление на кабель, а термоусаживаемая муфта — нет.
При термоусадке после того, как источник нагрева убирают, кристаллические области материала затвердевают и становятся жесткими. В дальнейшем это кристаллическое состояние материала сохраняется независимо от изменений кабеля. Кабель расширяется/сжимается при повышенных нагрузках или температурных изменениях, но форма муфты не меняется. В связи с этим в большинстве изделий, работающих по технологии термоусадки, используют термоплавкие клеи и мастики для обеспечения герметичности соединения муфты, так как термоусаживаемый материал не расширяется и не сжимается вместе с кабелем.
Муфта холодной усадки повторяет движения кабеля, что особенно ценно в ситуациях с большими скачками нагрузки или значительными перепадами температуры. По мере того, как кабель под воздействием перепадов температуры расширяется и сжимается, вместе с ним расширяется и сжимается муфта холодной усадки, сохраняя герметичное уплотнение.
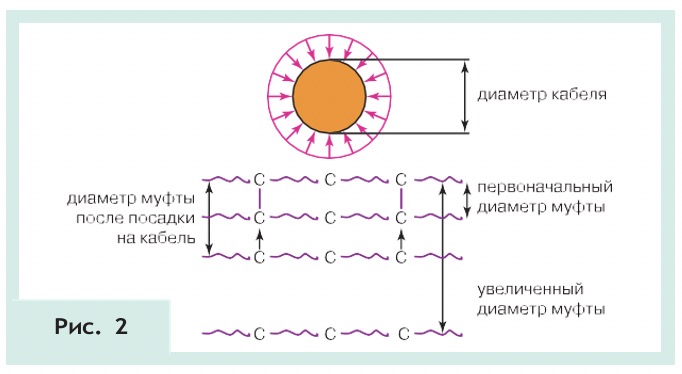
Для всех усаживаемых материалов нормируются диапазоны использования, то есть размеры, при усадке на которые изделие будет надежно и долго выполнять свои функции. Для термоусадки — это правило 80/20, для холодной усадки важен только нижний предел, зависящий от остаточной деформации — обычно это 10-15 % (рис. 2).
Способы выравнивания электрического поля в муфтах холодной усадки
Проанализируем распределение напряженности электрического поля в целостном кабеле и в месте среза его экрана.
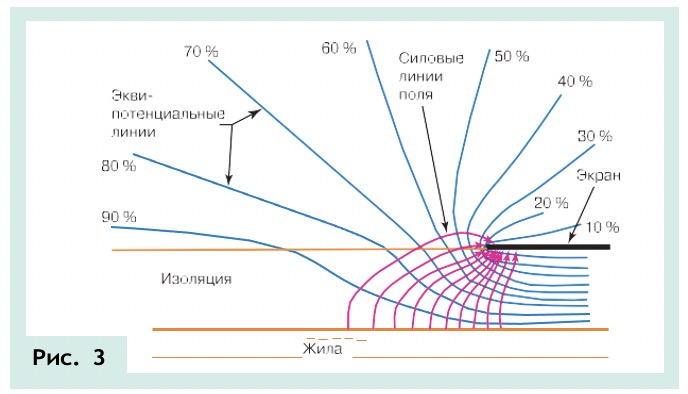
Распределение поля в месте среза оболочки кабеля показано на рис. 3. Из рисунка видно, что напряженность поля в непосредственной близости от среза оболочки значительно увеличивается по сравнению с однородным радиальным полем в целостном кабеле. Коэффициент неоднородности в этом месте может достигать 5-10.
Наиболее известны два метода регулирования поля в кабельных муфтах на среднее напряжение — геометрический и рефракционный.
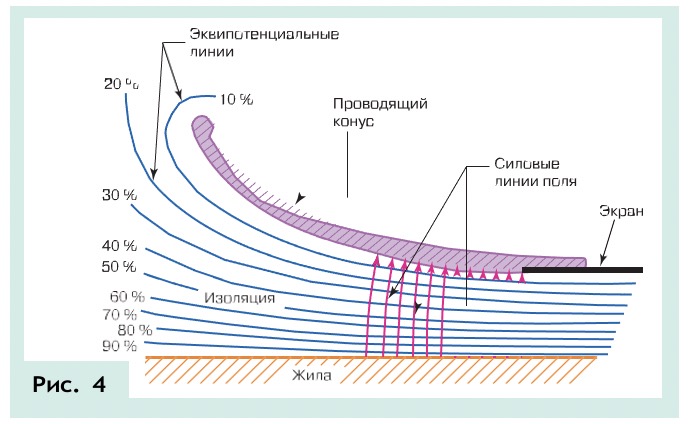
Геометрический метод выравнивания электриче- ского поля основан на постепенном расширении экрана путем наложения на место среза оболочки кабеля конуса из проводящего материала (рис. 4).
Коэффициент неоднородности поля при этом резко снижается, и наиболее высокие уровни потенциала располагаются внутри первичной кабельной изоляции, что видно по расположению эквипотенциальных линий на рисунке. В данном методе огромное значение для качественного регулирования поля имеют форма и изгиб самого электрода-расширителя.
Подобное выравнивание можно выполнить наращиванием изоляции сразу за срезом оболочки кабеля с помощью лент или литых изделий из резины в форме конуса. Главными недостатками ленточного метода являются длительное время монтажа и значительная зависимость от квалификации монтажника. Формованные из резины изделия свободны от этих недостатков, так как электрод в таком изделии изначально имеет правильную форму. Однако формованные изделия сравнительно дороги, имеют большой диаметр по сравнению с диаметром кабеля и увеличенную длину разделки.
Рефракционный метод выравнивания электрического поля основан на наложении на место среза оболочки кабеля материала с высокой относительной диэлектрической проницаемостью e, на порядок превышающей диэлектрическую проницаемость основной изоляции (рис. 5).
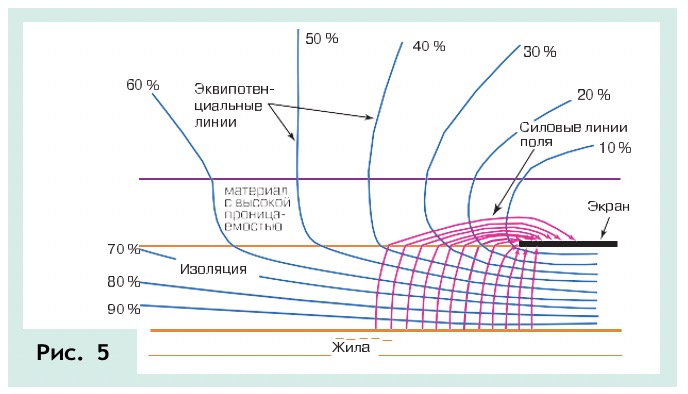
На границе перехода между двумя диэлектриками линии напряженности электрического поля меняют направление, в результате чего уровни напряженности в месте среза оболочки резко снижаются. Величина изменения электрического поля определяется углом отклонения силовых линий, проходящих из одного диэлектрика в другой, определяемого соотношением диэлектрических проницаемостей этих материалов (рис. 6).
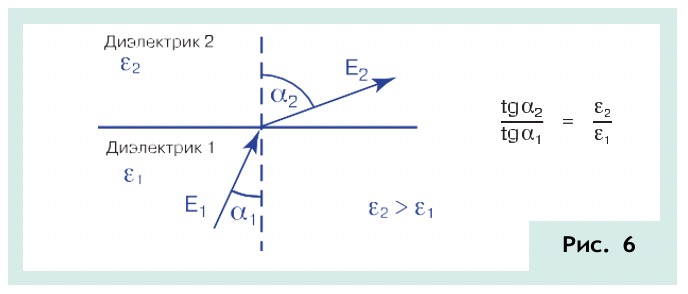
Из рис. 5 и 6 видно, что чем выше соотношение значений диэлектрических проницаемостей материала изоляции кабеля и дополнительного материала, тем существеннее отклонение эквипотенциальных линий электрического поля на границе соприкосновения этих материалов.
Оба перечисленных метода выравнивания поля хорошо известны. Однако, если для геометрического метода можно использовать достаточно простые и доступные материалы, то для рефракционного метода состав материала выравнивания гораздо более сложен и являет собой результат большого количества исследований и экспериментов, выполнение которых под силу только крупным компаниям, имеющим собственные исследовательские мощности и средства для финансирования этих работ.
При создании муфт холодной усадки был проведен ряд исследований, направленных на создание наилучшего материала для выравнивания электрического поля в муфтах. Основные результаты этих исследований приведены ниже.
Требования к материалам. Предварительными теоретическими исследованиями было определено, что при рефракционном методе выравнивания напряженности электрического поля в муфтах предпочтительно применение материалов, имеющих значение диэлектрической проницаемости 25-40, а значение электрической прочности — не менее 4,7 кВ/мм. Хотя такой показатель электрической прочности существенно ниже электрической прочности изоляции кабеля, эта величина допустима, поскольку напряженность в дополнительном материале с высокой диэлектрической проницаемостью при его применении поверх существующей изоляции существенно меньше, чем 0,6 кВ/мм.
Материал формованного изделия должен обладать определенными физическими характеристиками: высоким значением относительного удлинения (чтобы это изделие можно было применять при монтаже определенного диапазона размеров кабеля), достаточно низким модулем упругости (для предотвращения хладотекучести изоляции кабеля в случае, если формованное изделие подвергается максимальному растяжению).
Предъявляемые требования к материалу муфты: значение относительного удлинения при разрыве должно составлять 450 %, модуль упругости при удлинении 100 % должен быть менее 1,7 кПа. Кроме того, материал должен сохранять малую остаточную деформацию не менее 40 лет эксплуатации муфты, обеспечивая в течение этого срока необходимое значение внутреннего давления в месте стыка с поверхностью кабеля. Испытания работоспособности эластомерных аксессуаров в течение 12 лет показали, что вполне достаточно 25 %-ной остаточной деформации.
Обеспечение высокого значения диэлектрической проницаемости. В идеальном случае эластомер, применяемый для электрической изоляции, должен обеспечивать необходимые электрические характеристики за счет своей молекулярной структуры. К сожалению, такой идеальный эластомер неизвестен, и высокое значение диэлектрической проницаемости обеспечивается искусственно путем введения в базовый полимерный материал необходимых компонентов.
Несмотря на то, что высокую диэлектрическую проницаемость проще достичь на основе полярных эластомеров, таких как нитрилы (е = 5), за базовый полимер была выбрана этилен-пропиленовая резина (е = 2,8) из-за ее стабильных электрических характеристик как ниже, так и выше 130 o С. Был проведен ряд исследований использования EPDM-резины в качестве базового полимерного материала с разного рода дополнительными включениями.
В табл. 1 приведены значения диэлектрической проницаемости и коэффициенты диэлектрических потерь саженаполненных материалов — нитрилов и EPDM-резины при различных температурах, а в табл. 2 — характеристики основных наполнителей, тестируемых для увеличения диэлектрической проницаемости эластомера.
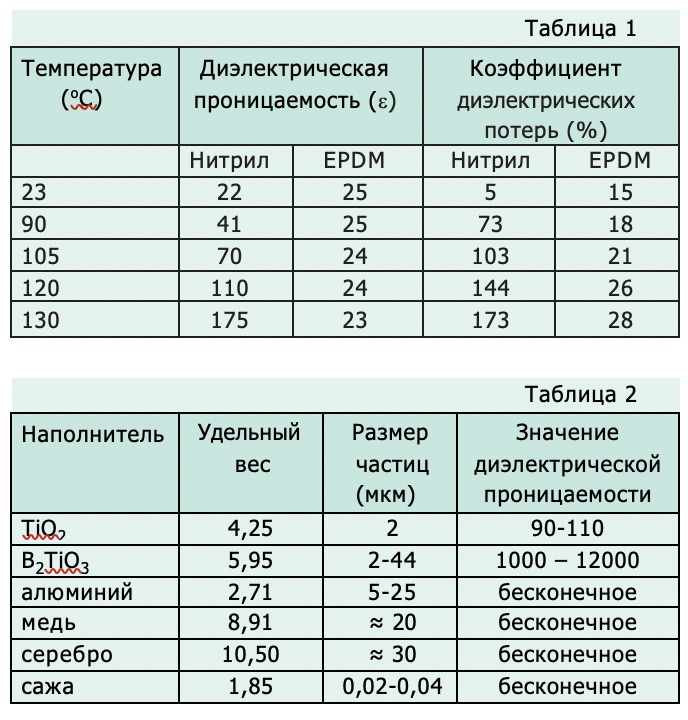
Ввод в базовый полимерный материал керамических наполнителей с высокой диэлектрической проницаемостью привел к трудностям, связанным со слабой степенью вулканизации полимерного материала, при этом объемное соотношение наполнителя и базового полимерного материала не пропорционально результирующей диэлектрической проницаемости композиционного материала. Например, при использовании наполнителя из керамики с = 1000 и базового полимерного материала EPDM, имеющего е = 2,8, диэлектрическая проницаемость композитного материала составит е = 23 даже в том случае, если композитный материал содержит 47 % наполнителя, и этот композитный материал не может быть использован физически.
Эксперименты показали следующий характер влияния наполнителей на свойства базового материала:
керамика ⇒ изменение емкости
металлы ⇒ изменение проводимости
сажа ⇒ изменение сопротивления.
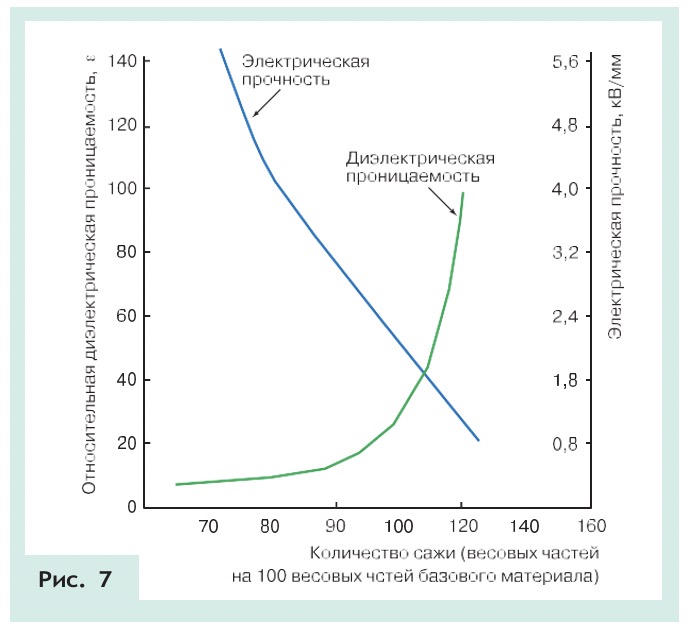
Использование в качестве наполнителя сажи. В результате исследований оказалось, что наиболее эффективным материалом для повышения диэлектрической проницаемости базового полимера является сажа. Размер частиц сажи и их количество оказывают ряд воздействий на электрические характеристики композитного материала. Диэлектрическая проницаемость практически постоянна до момента, пока размер частиц не уменьшится до 30 нм, после чего увеличение диэлектрической проницаемости происходит экспоненциально.
Рис. 7 иллюстрирует эффект влияния концентрации сажи (при неизменном размере частиц сажи) на электрическую прочность и на диэлектрическую проницаемость композитного материала. При этом имеет место резкое снижение электрической прочности, когда диэлектрическая проницаемость становится более 10.
Влияние толщины стенок. Также выяснилось, что с изменением толщины стенки изменяется значение диэлектрической проницаемости в аксиальном направлении, в то время как значение диэлектрической проницаемости в радиальном направлении остается практически неизменным. На рис. 8 показано влияние изменения толщины стенки на значение диэлектрической проницаемости в продольном и в радиальном направлениях.
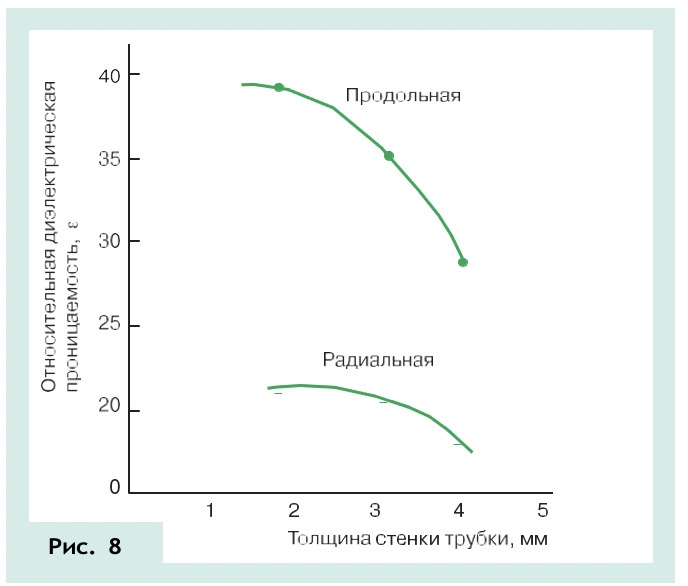
Разница характеристик диэлектрической проницаемости в продольном и радиальном направлениях вызывается различной ориентацией молекул материала и наполнителя в процессе экструзии.
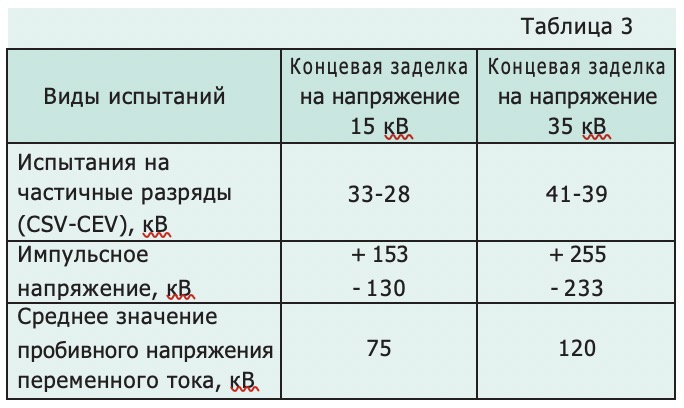
Эксплуатационные характеристики. С учетом вышеизложенных технологических особенностей состав материала для выравнивания напряженности электрического поля был оптимизирован и использован в конструкциях концевых заделок силовых кабелей на напряжение 15-35 кВ. Испытания напряжением переменного тока и импульсным напряжением, а также испытания на надежность подтвердили эффективность и стабильность характеристик материала для выравнивания напряженности электрического поля на основе EPDM-резины. Уровни напряжения возникновения коронного разряда были очень высокими, пробой по поверхности происходил до пробоя по объему, испытания на ускоренное старение напряжением проводились в течение 4 лет. Результаты проведенных испытаний концевых заделок с использованием для выравнивания напряженности электрического поля материала с высокой диэлектрической проницаемостью приведены в табл. 3.
При применении нового эластомера (рефракционный метод) достигается большая однородность электрического поля, чем при изменении геометрической конфигурации. На рис. 9 дано сравнение распределения силовых линий электрического поля для муфт холодной усадки двух систем выравнивания напряженности электрического поля (в одном и том же масштабе). Наиболее наглядно сравнивать эти две системы на двух типах концевых муфт по уровню напряжения, при котором возникают визуально определяемые токи утечки.
Как правило, в конструкциях концевой заделки силового кабеля с выравниванием напряженности электрического поля путем изменения геометрической конфигурации (муфта QTM) утечка первоначально возникает по поверхности изоляторов. В то же время, в конструкциях с применением материала с высокой диэлектрической проницаемостью (муфта QTII) разряды по поверхности изоляторов не обнаруживаются. Анализируя изображенное на рис. 9, можно сделать ряд выводов.
Геометрический метод регулирования. Напряженность электрического поля уменьшена в области среза оболочки, электрическое поле распределяется вдоль конуса. Наружный изолятор с юбками покрывает не более 10 % напряженности поля, что и вызывает разряды по поверхности на невысоких уровнях напряжения. Для компенсации этого недостатка и достижения определенной степени защиты от трекинга такие муфты делаются более длинными.
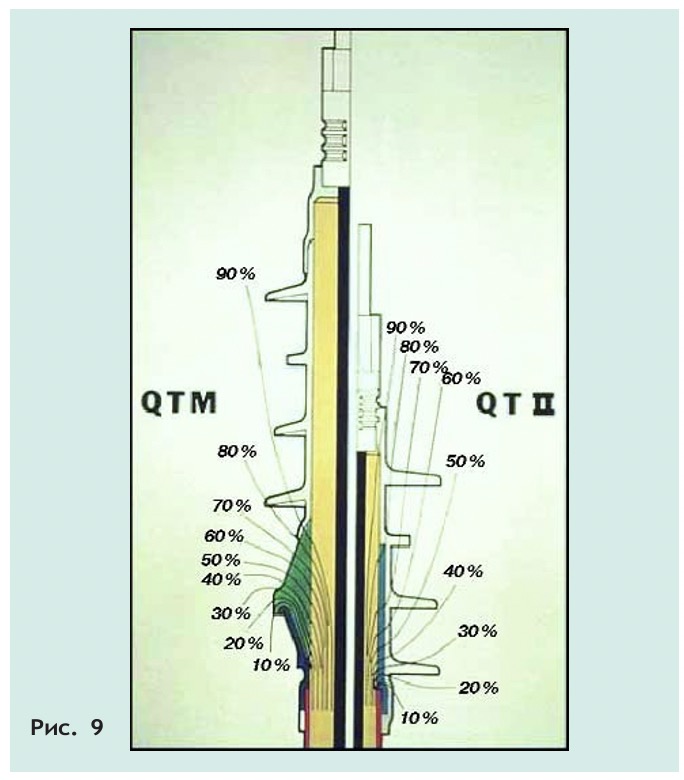
Рефракционный метод регулирования — регулирование с помощью материала с высокой диэлектрической проницаемостью — дает гораздо более ровное распределение поля. Линии максимальных потенциалов находятся внутри первичной изоляции, и уровни напряженности на поверхности изолятора значительно меньше. Это, в свою очередь, позволяет уменьшить длину кабельной разделки без возникновения опасности разрядов по поверхности изоляторов.
Заключение
- Материалы для регулирования поля на основе эластомеров показывают превосходные характеристики как механические (постоянное радиальное давление и реакцию на тепловые колебания кабеля), так и электрические (регулирование поля в зависимости от напряжения).
- Материал с высокой диэлектрической проницаемостью, применяемый в муфтах холодной усадки, — это очень сложное и высокотехнологичное изделие, сочетающее в себе самые последние разработки в области химии и электротехники. Его применение дает значительно более ровное распределение электрического поля в концевых разделках по сравнению с геометрическим методом регулирования.
Заполните форму для получения технической консультации или заказа коммерческого предложения:




 (1)_small.webp)

_small.webp)

